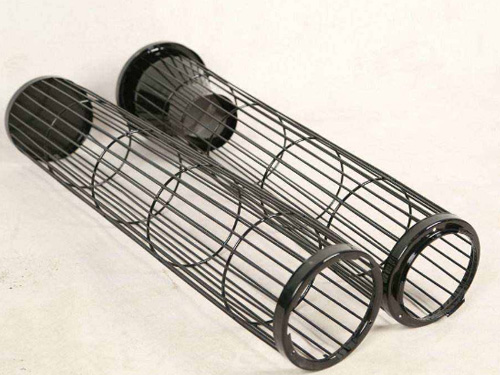
無機硅除塵骨架的出產進程:
1、將已加工好的袋籠浸入除油槽15分鐘,目標是撤除袋籠外表的油污。
2、從除油槽中掏出袋籠放入洗濯槽停止浸泡洗濯,目標是撤除袋籠上的除油劑。
3、從洗濯槽掏出袋籠放入除銹槽停止除銹處置,目標是撤除袋籠上的金屬氧化層,加強吸附力。
4、從除銹槽掏出籠骨放入磷化槽停止磷化處置,目標是加強袋籠外表的粘合力。
5、將處置好的袋籠放入烤箱,溫度設為$2100℃,停止20-30分鐘的烘干,目標撤除袋籠上的水分,堅持袋籠本體的枯燥。
6、掏出袋籠,將調制好的硅平均的噴涂在袋籠外表。涂層厚度在60μm~100μm。
7、將噴涂好的袋籠放入烤箱,溫度設為$2220℃,停止120分鐘的烘烤。以后堅持$2200℃,停止30分鐘的熱定型。將袋籠天然冷卻,即實現了袋籠硅噴涂工藝。
8、硅粘合力較強的厚度在60-70μm之間。

 手機號碼:
手機號碼:
 接洽郵箱:
接洽郵箱:
 公司地點:
公司地點:







 掃掃下熱情接待咋們
掃掃下熱情接待咋們 首頁導航
首頁導航
 生成物
生成物
 移動手機
移動手機
 最上層
最上層